专注塑料制品企业的节能降耗 20+年行业解决方案

添加微信客服
全国统一
咨询热线188-5428-9373
全国统一
咨询热线188-5428-9373

有些原料由于其分子结构及元素构成的不同、存放期内易吸收空气中的水分,使原料的含湿量较大,用这种原料生产,会使成型制品出现气泡或斑纹等表观质量问题,较严重时还会使原料在生产过程中发生降解,降低制品的性能指标。因此干燥也是注塑机成型过程中很重要的一步。
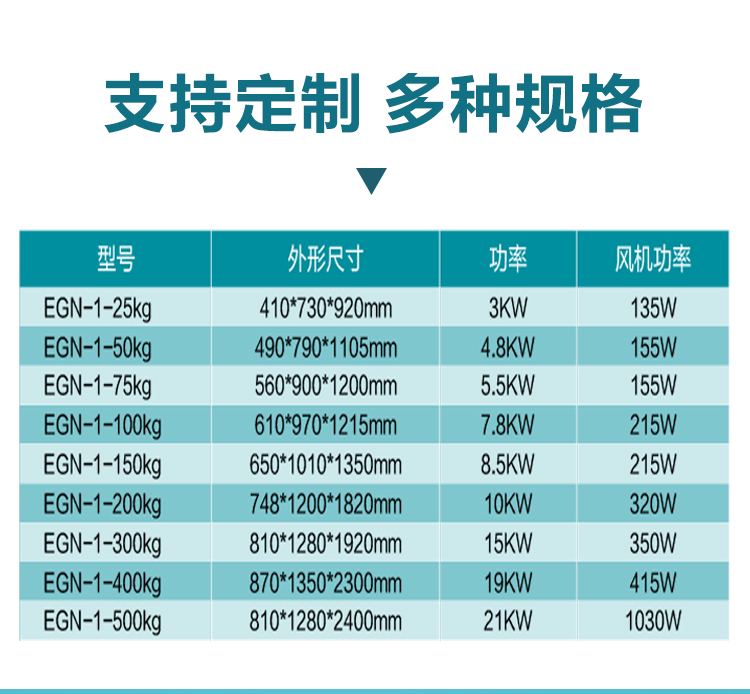
干燥机需要选用干燥效率高、保温性能好、温度控制准的产品,以提高生产效率、减少干燥时间,例如安捷能节能干燥机,表面温度不超过40℃,每小时省1度电以上,整机改造不减少热风量,有效实现烘干。

为了避免出现产品质量问题,塑料制品的美观和生产效率,所以注塑机生产之前需要对颗粒进行烘干处理,一般情况下需要烘干1-6小时,烘干温度在80-160℃之间。常见的塑料,如PE料,烘干温度为60-80℃,烘干时间为1小时左右;PP料,烘干温度为60-80℃,烘干时间为1小时左右;PC料,烘干温度为120℃,烘干时间为1-2小时;ABS料,烘干温度为80℃,烘干时间为2小时左右。
微信客服
联系电话





 手机号码:188-5428-9373
手机号码:188-5428-9373